双冠加冕!安培龙陶瓷电容式压力传感器荣获“2025年广东省省级制造业单项冠军企业”殊荣
发布时间:2026-01-12 阅读次数:7635
近日,广东省工业和信息化厅正式公布了“2025年广东省省级制造业单项冠军企业”名单。深圳安培龙科技股份有限公司凭借在陶瓷电容式压力传感器领域的技术领先性、市场影响力与行业贡献,成功入选“2025年广东省省级制造业单项冠军企业”。这是公司该产品继荣获“2025年第二批深圳市制造业单项冠军企业”称号后,安培龙在专注深耕与创新发展道路上的又一重要里程碑!
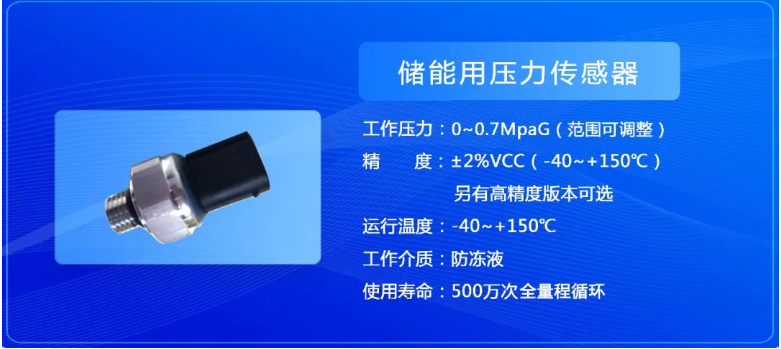
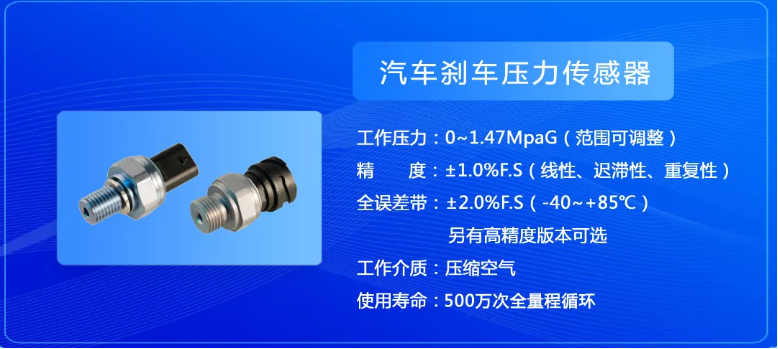
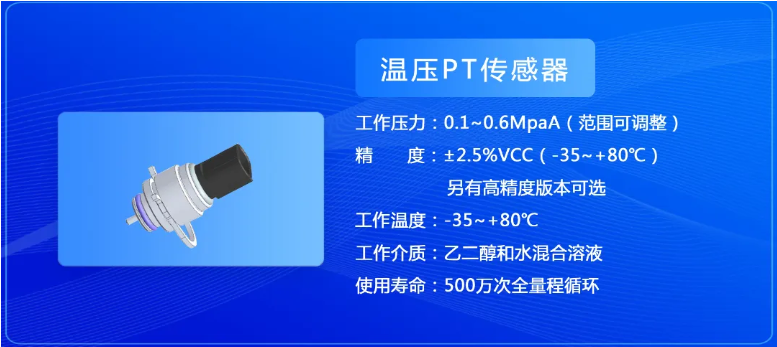
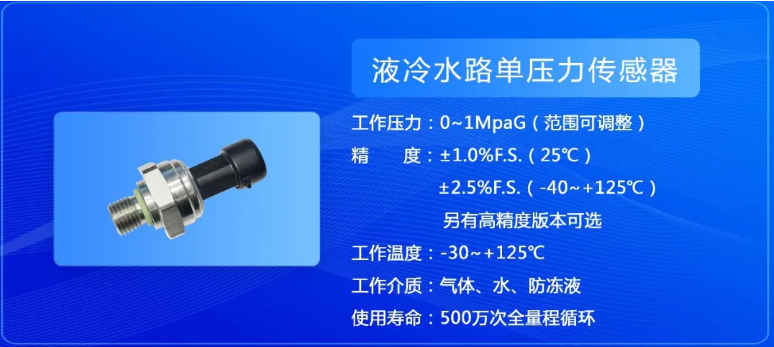
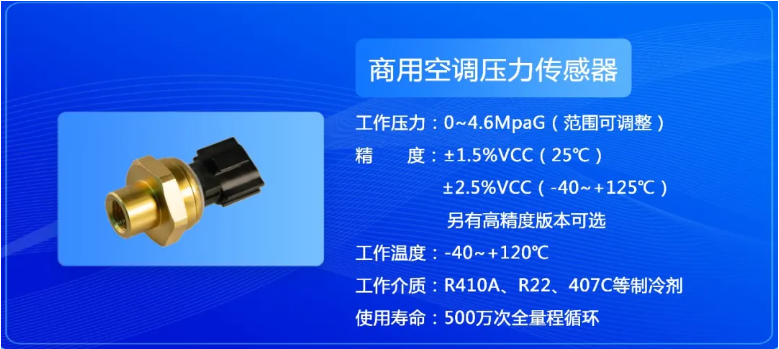
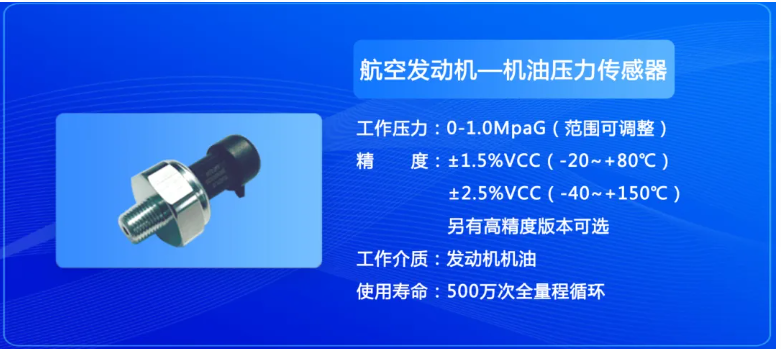
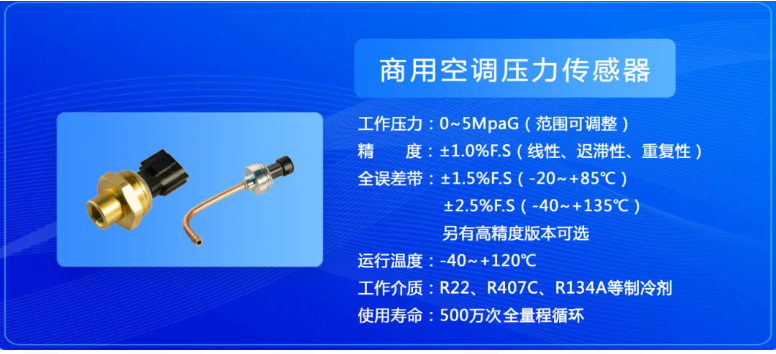
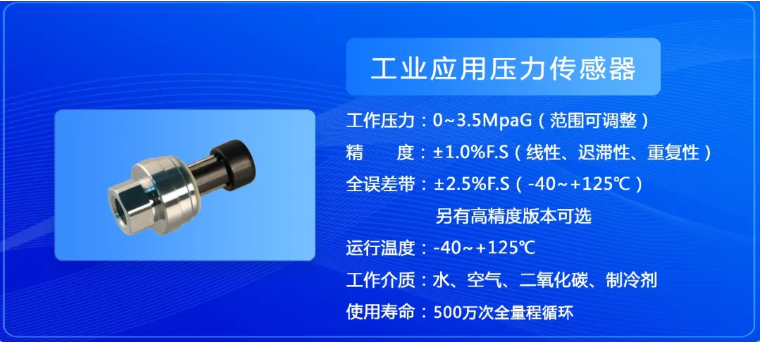
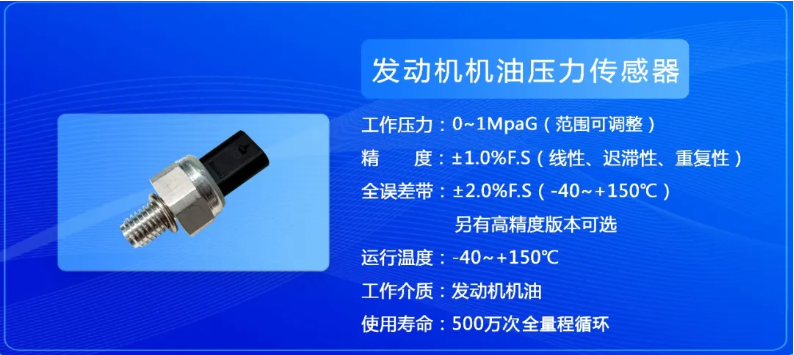
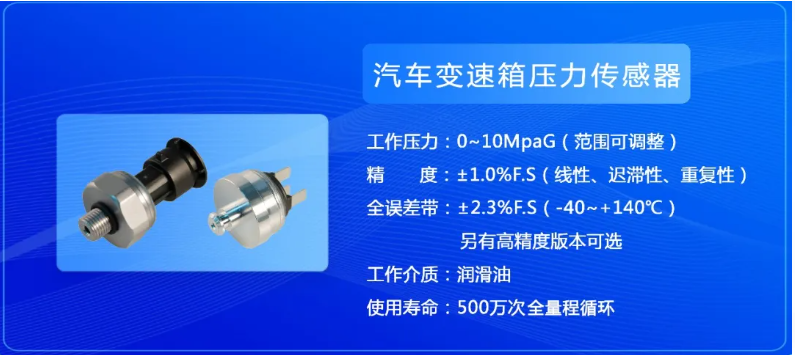
广东省省级制造业单项冠军 广东省省级制造业单项冠军遴选是对企业全方位的严苛检验—从长达数年的专业坚守、位居全球前列的市场份额,到高于行业标准的研发投入、国际领先的产品质量,再到稳健卓越的经营业绩。这份荣誉,是对企业专注度、创新力、竞争力与可持续发展能力的综合肯定。 荣誉产品 安培龙多年来深耕传感器核心赛道,始终专注陶瓷电容式压力传感器的研发与制造。公司从陶瓷材料研发到传感器生产的全产业链均实现自主创新,在材料配方、成型烧结、封装工艺等关键环节拥有核心技术与完整知识产权,产品已广泛应用于汽车、商用空调、储能、航空、消费电子、工业控制等领域。 汽车领域 核心优势 高精度与可靠性: 确保测量数据真实可信,为控制决策提供坚实基础。 严苛的环境适应性: 从容应对高温、高压、强振动、腐蚀介质等挑战。 车规级品质与安全: 在制动等安全关键领域,满足最高等级的安全标准要求。 广泛的产品谱系: 深度覆盖汽车发动机系统、变速箱系统、热管理系统、悬架系统、制动系统等关键领域,为汽车应用场景提供高精度高可靠的感知产品及解决方案。 [动力域] 在动力总成的核心区域,实时捕捉系统压力脉动,为高效运行构筑感知防线。 产品亮点 • 部署于发动机“心脏”部位,实时监测苛刻工况下的机油压力脉动,耐高温、响应迅速; • 为发动机健康运行与精准润滑控制提供实时保障,提升燃油效率和引擎寿命。 • 位于变速箱的液压控制系统,具有高精度、高可靠性; • 是智能变速箱实现平顺、快速、高效换挡的关键感知元件。 [新能源与热管理] 以多维度感知方案破解热管理效率瓶颈。 产品亮点 • 应用于电池热管理/电机冷却,精准测量关键点的压力与温度; • 具有高动态响应、强抗振动干扰能力与宽温域稳定性,能够优化热流控制,提升续航与系统效率。 产品亮点 • 守护电池包的安全边界,具有高可靠性、防爆设计、长期稳定性等特点; • 实时监测电池包内部气压变化,为热失控早期预警和安全设计提供关键数据支撑。 产品亮点 • 精确监控制冷循环压力,具有高精度、宽量程、优异的介质兼容性; • 是保障空调系统高效、稳定运行,实现智能空调精确冷热调节与能耗优化的关键一环。 [制动与底盘域] 毫秒级压力反馈保障智能制动的安全防线。 产品亮点 • 具有高精度、低迟滞和卓越的长期稳定性、符合严苛的车规级安全标准; • 是电子制动系统、高级驾驶辅助系统实现精准、快速、可靠制动响应的基石。 [智能驾驶域] 构建高精度、高可靠性的智能驾驶感知体系。 产品亮点 • 部署于摄像头清洁系统,具有高精度、宽温域运行、强介质兼容性和高动态响应能力; • 确保喷洗系统精准启停与稳定输出,保障摄像头在雨雪、污浊环境下时刻清洁,提升智能驾驶视觉感知的连续性与可靠性。 液冷领域 温压PT传感器—热管理系统的“感知神经”。 产品亮点 • 专为液冷系统设计,部署于冷却液进/出口等核心位置,监测关键节点的压力与温度; • 通过提供精确的温压数据,赋能热管理系统实现更精准的流量控制与热交换。 液冷水路单压力传感器—保障核心设备稳定运行的基础安全部件。 产品亮点 • 广泛应用于各类以水、防冻液或气体为冷却介质的液冷循环系统; • 适用于水、防冻液及多种非腐蚀性气体,介质兼容广泛,环境适应力强。 商用空调压力传感器—实现智能化、高效化、可靠化运行的核心感知部件。 产品亮点 • 主要用于空调系统制冷剂压力的检测,精确监测R410A等高压制冷剂在循环中的压力状态。 航空领域 航空发动机-机油压力传感器—保障飞行安全与动力系统稳定运行。 产品亮点 • 专为航空发动机润滑系统设计,用于持续、精确监测机油压力状态,具备高可靠性、宽温域稳定性; • 实时捕捉压力变化,为发动机控制单元提供及时数据反馈。 消费电子领域 商用空调压力传感器—精准测量空调系统中的冷媒压力。 产品亮点 • 支持空调智能控温、节能运行与系统保护; • 具备高精度、耐腐蚀、抗老化的特点,是提升空调能效比与用户体验的核心传感部件。 工业控制领域 工业应用压力传感器—是工业自动化系统监测与控制的关键感知单元。 产品亮点 • 用在多样化工业环境中,可监测水、气、制冷剂等各类介质的压力,并将实时信号反馈给智能系统,从而确保对介质流量的连续监控; • 机械耐久性强,抗振动、抗冲击,适用于设备长期连续运行。 展 望 此次入选省级制造业单项冠军,既是对公司过往坚守的肯定,更是面向未来的鞭策。专于芯,感于行,安培龙将继续以“引领智能传感技术、创造美好生活”为使命,进一步深化技术研发、优化制造工艺、拓展高端应用,致力于成为国际领先的智能传感器解决方案提供商,为广东省制造业高质量发展贡献坚实力量。
 产品亮点
产品亮点